Spruzzatura termica: Finitura superficiale precisa
Il DURMAT®-La gamma di prodotti offre materiali di alta qualità per i seguenti processi di spruzzatura termica:



Servizio di callback
Processi di spruzzatura termica
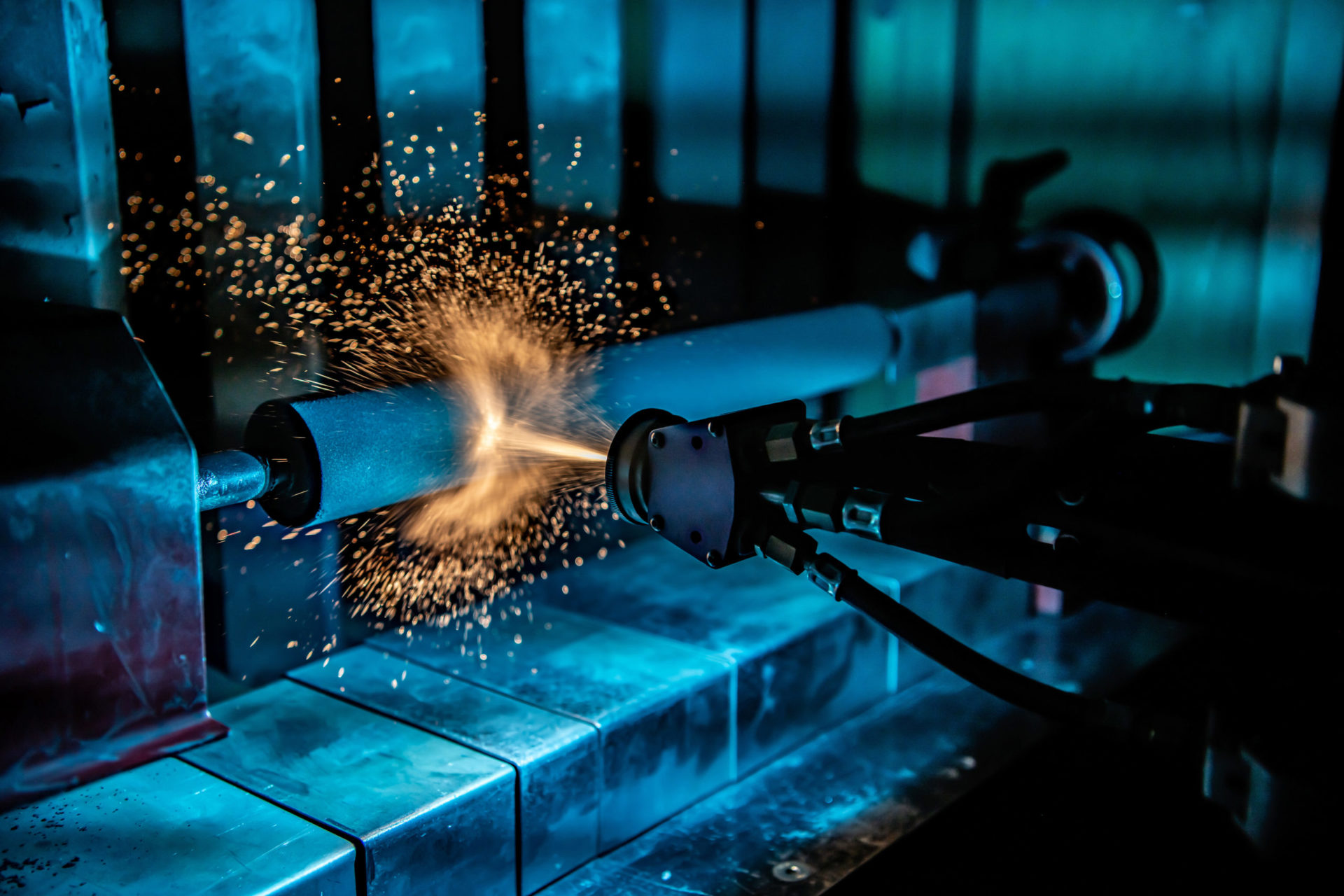
Spruzzatura a filo d'arco (Libo)

La spruzzatura ad arco è caratterizzata soprattutto da tassi d'ordine elevati fino a 80 kg/h e la possibile produzione di spessori di strato fino a diversi millimetri, nonché una una tecnologia molto robusta e allo stesso tempo facile da maneggiare off. Ecco perché il processo di spruzzatura viene spesso utilizzato nei cantieri mobili. Un vantaggio decisivo della spruzzatura ad arco elettrico è il fatto che Nessun gas di processo infiammabile sono necessari, il che rende il processo più sicuro e consente di ottenere un buon utilizzo dell'energia. L'area di applicazione principale è la Protezione dalla corrosione e dall'usura.
Funzionalità della spruzzatura a filo d'arco
Spruzzatura a fiamma di polveri

A Spruzzatura a fiamma di polveri Il materiale di riempimento in polvere viene fuso o fuso nel sistema di ugelli della pistola a spruzzo con una fiamma ossiacetilenica (energia termica) e applicato alle aree del pezzo da lavorare previste alla velocità appropriata (energia cinetica). Se necessario, si può utilizzare un gas aggiuntivo (ad esempio, argon o azoto) per accelerare le particelle di polvere. La varietà di Additivi spray è la più importante per le polveri con un contenuto ben superiore a 100 Materiali molto ampio.
Si distingue tra polveri autofluente e Polveri autoadesive. Le polveri autofluenti di solito richiedono un ulteriore post-trattamento termico. Questa 'fusione' viene effettuata principalmente con i bruciatori ossiacetilenici, che sono particolarmente adatti a questo scopo.
Il processo termico aumenta in modo significativo l'adesione dello strato spruzzato al materiale di base; lo strato spruzzato viene Tenuta ai gas e ai liquidi.
Spruzzatura a filo di fiamma
A Spruzzatura a filo di fiamma Il materiale di riempimento in polvere viene fuso o fuso nel sistema di ugelli della pistola a spruzzo con una fiamma ossiacetilenica (energia termica) e applicato alle aree del pezzo da lavorare previste alla velocità appropriata (energia cinetica). Se necessario, si può utilizzare un gas aggiuntivo (ad esempio, argon o azoto) per accelerare le particelle di polvere. La varietà di Additivi spray è la più importante per le polveri con un contenuto ben superiore a 100 Materiali molto ampio.
Si distingue tra polveri autofluente e Polveri autoadesive. Le polveri autofluenti di solito richiedono un ulteriore post-trattamento termico. Questa 'fusione' viene effettuata principalmente con i bruciatori ossiacetilenici, che sono particolarmente adatti a questo scopo.
Il processo termico aumenta in modo significativo l'adesione dello strato spruzzato al materiale di base; lo strato spruzzato viene Tenuta ai gas e ai liquidi.

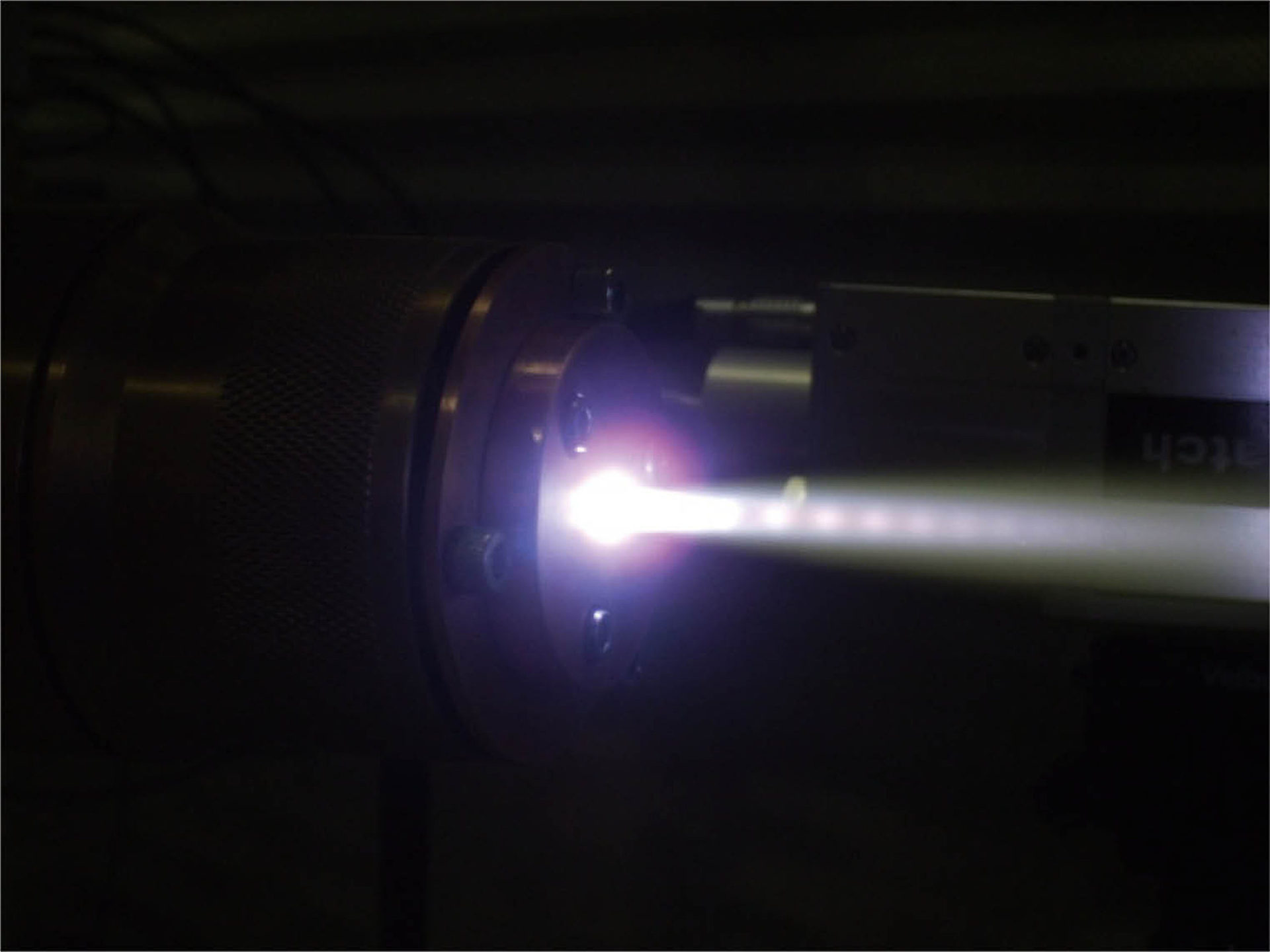
Spruzzatura di carburante ad ossigeno ad alta velocità (HVOF / HVAF)

La spruzzatura ad ossigeno ad alta velocità (HVOF) è un processo di rivestimento termico per il trattamento delle superfici. A Spruzzatura di carburante ad ossigeno ad alta velocità La combustione continua del carburante avviene ad alta pressione all'interno di una camera di combustione raffreddata ad acqua o ad aria. I combustibili utilizzati sono gas combustibili (come propano, etilene, propene, butano, acetilene, idrogeno), combustibili liquidi (ad esempio, diesel, paraffina) e anche combinazioni di questi. L'ossidante è principalmente Ossigenoma anche aria (denominazione comune del processo: HVAF, derivata da High-Velocity-Air-Fuel). L'alta pressione della miscela combustibile-ossigeno generata nella camera di combustione e l'ugello di espansione (solitamente a valle) (ugello di Laval) producono la necessaria Alta velocità del getto di gas.
I materiali da spruzzo sono per lo più in polvere (granulometria 1-150 µm), ma sono disponibili anche sotto forma di barre e fili. assiale nella camera di combustione o radiale nell'area dell'ugello di espansione. Questo accelera le particelle di spruzzo alle alte velocità che danno luogo a strati di spruzzo molto densi con Eccellenti proprietà di adesione piombo. Grazie all'apporto di calore controllabile e appena sufficiente, il materiale da spruzzare viene modificato solo leggermente dal punto di vista metallurgico dal processo di spruzzatura.
Le aree di applicazione sono: Centrali elettriche, aviazione, industria automobilistica, cartaria e meccanica.
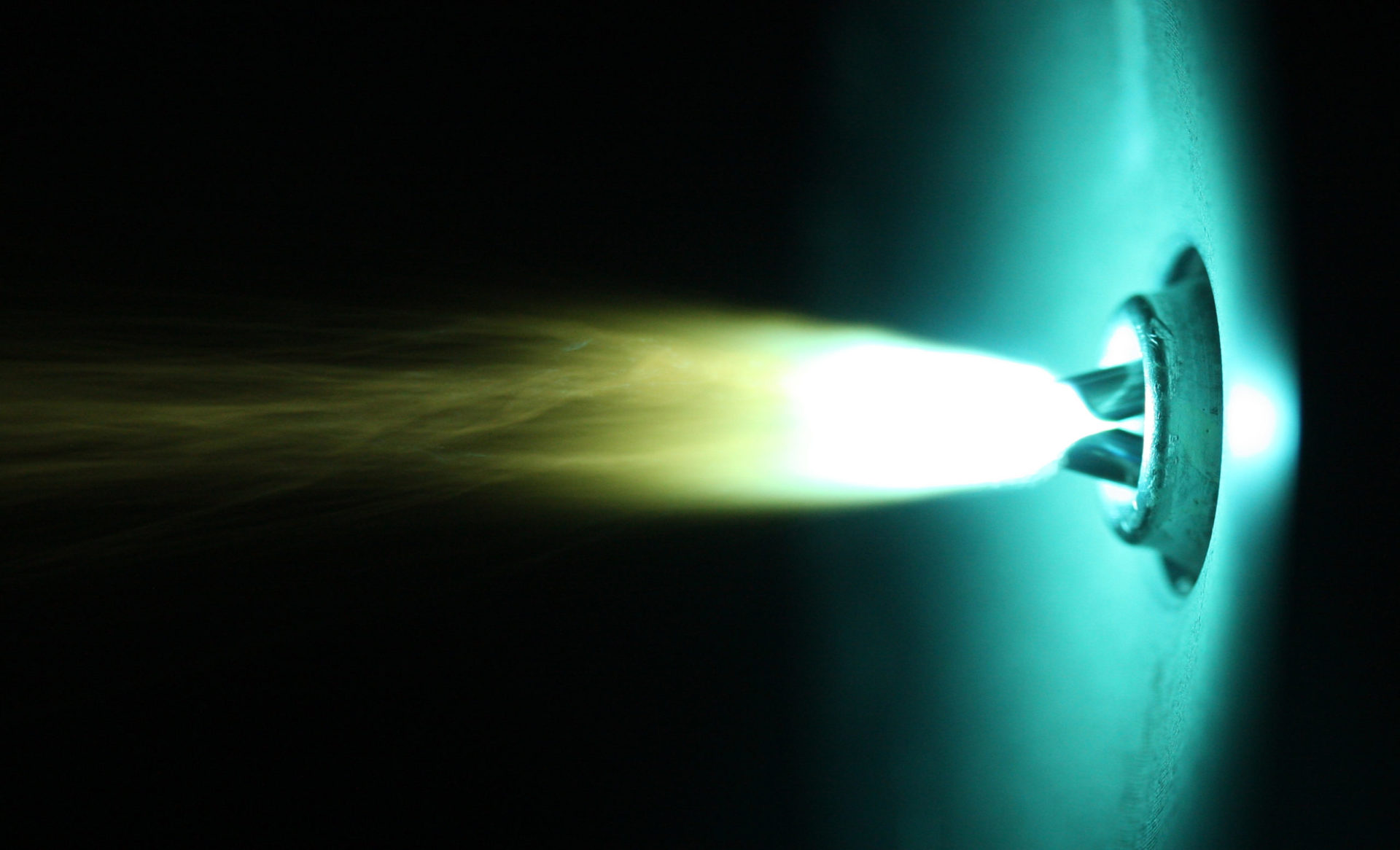
Siringhe di plasma
A Spruzzatura atmosferica al plasma (APS) un anodo e fino a tre catodi sono separati da una stretta distanza in una torcia al plasma. Un arco viene generato tra l'anodo e il catodo da una tensione continua. Il gas o la miscela di gas che scorre nella torcia al plasma viene guidato attraverso l'arco e ionizzato nel processo. La dissociazione, o successiva ionizzazione, produce un gas altamente riscaldato (fino a 20.000 K), elettricamente conduttivo, composto da ioni positivi ed elettroni.
In questo generato Getto di plasma La polvere (distribuzione granulometrica abituale: 5-120 µm, con alcuni dispositivi è possibile anche una dimensione granulometrica fino a 100 nm) viene iniettata, che è Alta temperatura del plasma viene fuso. Il flusso di plasma trascina le particelle di polvere e le scaglia sul pezzo/componente/substrato da rivestire. Le molecole di gas tornano a uno stato stabile dopo un tempo molto breve e quindi la temperatura del plasma si abbassa di nuovo solo dopo una breve distanza.

Applicazione del rivestimento al plasma e ulteriore procedura
Il Rivestimento al plasma avviene in atmosfera normale, in atmosfera inerte (sotto gas protettivo come l'argon), nel vuoto o anche in acqua. Per la qualità del rivestimento, la velocità, la temperatura e la composizione del rivestimento del gas plasma è importante. Modifiche speciali come la PTWA (processo PTWA per Plasma Transferred Wire Arc) utilizza un filo al posto della polvere, con un design della torcia più semplice. La spruzzatura al plasma sotto vuoto si chiama VPS designato.
A Spruzzatura al plasma con gas inerte L'intero processo viene eseguito con gas inerte (di solito azoto) come gas di trasporto. Il vantaggio in questo caso è l'ossidazione molto bassa delle particelle tra il bruciatore e il substrato.
I gas utilizzati sono argon, azoto, idrogeno, elio o combinazioni di questi. A causa dei parametri di processo molto diversi, un Varietà di rivestimenti in modo che ci siano campi di applicazione in quasi tutti i settori industriali. Importanti settori industriali in cui Siringhe di plasma utilizzati sono l'industria automobilistica, l'industria della carta e della stampa, l'industria aerospaziale, l'industria dei rifiuti e l'industria della produzione di energia.
