Термическое напыление: Точная обработка поверхности
DURMAT®-Продуктовая линейка предлагает высококачественные материалы для следующих процессов термического напыления:



Сервис обратного вызова
Процессы термического распыления
Дуговое проволочное напыление (Libo)

Дуговое распыление характеризуется, прежде всего, следующими особенностями высокие показатели заказов до 80 кг/ч и возможностью производства слоев толщиной до нескольких миллиметров, а также очень надежная технология при одновременной простоте в обращении off. Именно поэтому процесс напыления часто используется на мобильных строительных площадках. Решающим преимуществом электродугового распыления является тот факт, что Отсутствие горючих технологических газов требуются, что делает процесс более безопасным и позволяет добиться хорошего использования энергии. Основной областью применения является Защита от коррозии и износа.
Функциональные возможности дугового проволочного напыления
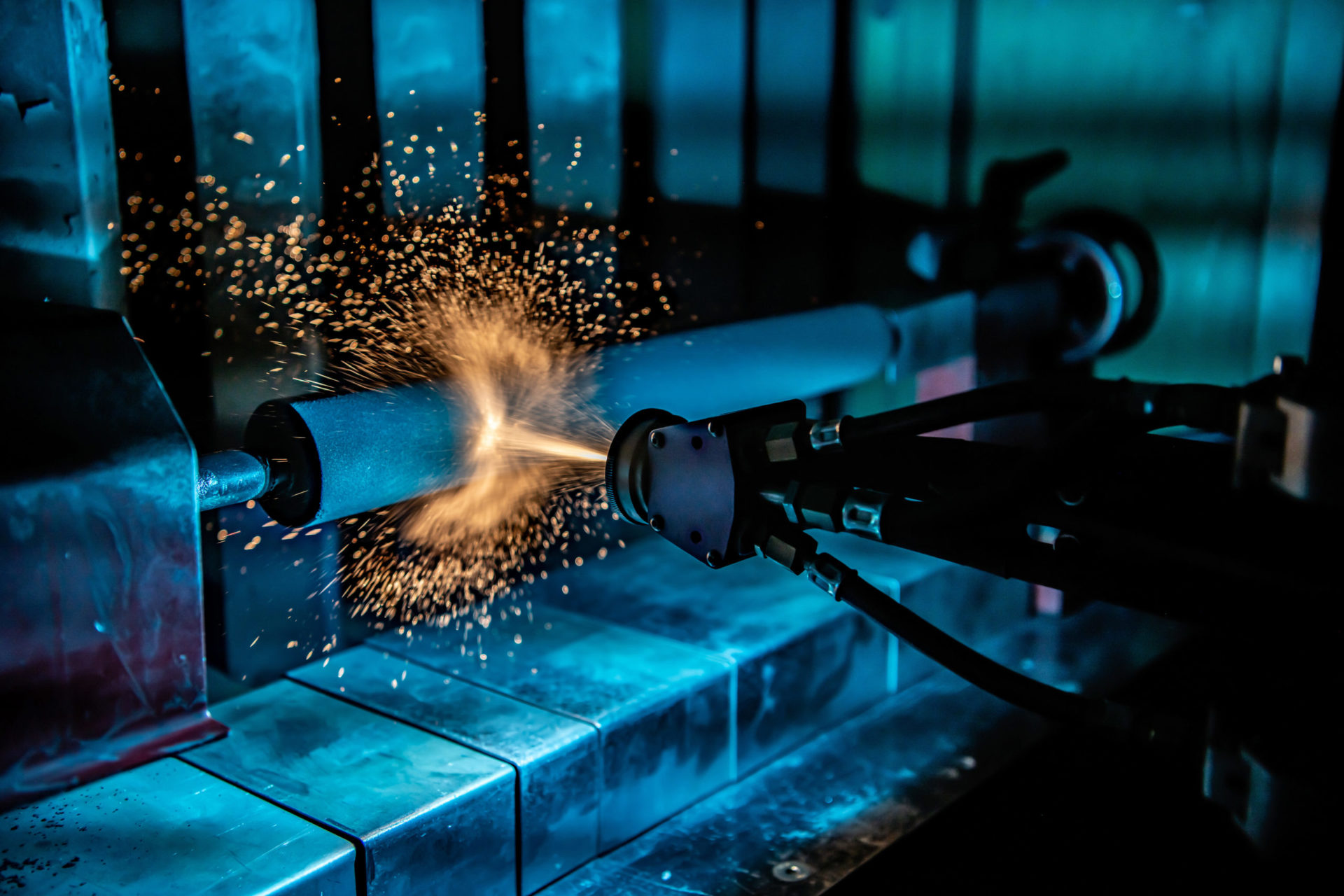
Порошковое пламенное напыление

На сайте Порошковое пламенное напыление порошкообразный присадочный материал расплавляется или сплавляется в системе сопел пистолета-распылителя с помощью кислородно-ацетиленового пламени (тепловая энергия) и наносится на предполагаемые участки заготовки с соответствующей скоростью (кинетическая энергия). При необходимости для ускорения частиц порошка можно использовать дополнительный газ (например, аргон или азот). Разнообразие Распылительные добавки является наиболее важным для порошков с содержанием намного более 100 Материалы очень широкий спектр.
Различают порошки самотечный и Самоклеящиеся порошки. Саморасплавляющиеся порошки обычно требуют дополнительной термической обработки. Такое "расплавление" осуществляется в основном с помощью кислородно-ацетиленовых горелок, которые прекрасно подходят для этой цели.
Термический процесс значительно повышает адгезию напыленного слоя к основному материалу; напыленный слой является Газо- и жидконепроницаемость.
Проволочное пламенное напыление
На сайте Проволочное пламенное напыление порошкообразный присадочный материал расплавляется или сплавляется в системе сопел пистолета-распылителя с помощью кислородно-ацетиленового пламени (тепловая энергия) и наносится на предполагаемые участки заготовки с соответствующей скоростью (кинетическая энергия). При необходимости для ускорения частиц порошка можно использовать дополнительный газ (например, аргон или азот). Разнообразие Распылительные добавки является наиболее важным для порошков с содержанием намного более 100 Материалы очень широкий спектр.
Различают порошки самотечный и Самоклеящиеся порошки. Саморасплавляющиеся порошки обычно требуют дополнительной термической обработки. Такое "расплавление" осуществляется в основном с помощью кислородно-ацетиленовых горелок, которые прекрасно подходят для этой цели.
Термический процесс значительно повышает адгезию напыленного слоя к основному материалу; напыленный слой является Газо- и жидконепроницаемость.

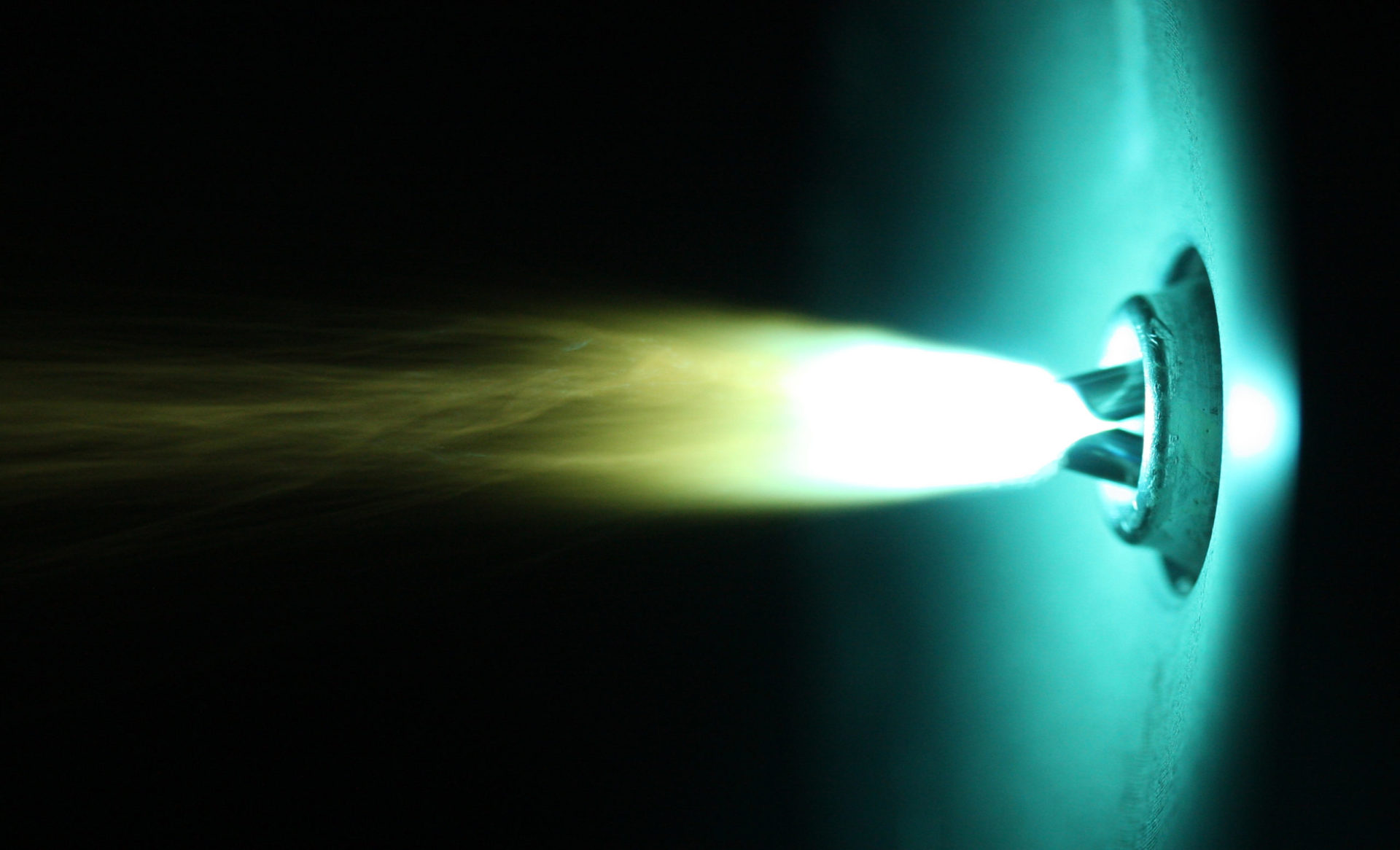
Высокоскоростное распыление кислородного топлива (HVOF / HVAF)

Высокоскоростное распыление кислородного топлива (HVOF) - это термический процесс нанесения покрытий для обработки поверхности. На сайте Высокоскоростное распыление кислородного топлива Непрерывное сжигание топлива происходит под высоким давлением в камере сгорания с водяным или воздушным охлаждением. В качестве топлива используются топливные газы (такие как пропан, этилен, пропан, бутан, ацетилен, водород), жидкое топливо (например, дизельное топливо, парафин), а также их комбинации. Окислителем обычно является Кислородно и воздух (общепринятое обозначение процесса: HVAF, производное от High-Velocity-Air-Fuel). Высокое давление горящей топливно-кислородной смеси, создаваемое в камере сгорания, и (обычно расположенное ниже по потоку) расширительное сопло (сопло Лаваля) создают необходимый Высокая скорость газовой струи.
В основном это порошкообразные распыляемые материалы (размер зерна 1-150 мкм), но также доступны в виде стержней и проволоки. осевой в камере сгорания или радиальный подается в область расширительного сопла. Это разгоняет распыляемые частицы до высоких скоростей, которые приводят к образованию очень плотных распыляемых слоев с Превосходные адгезионные свойства свинец. Благодаря контролируемому и достаточному подводу тепла, напыляемый материал лишь незначительно изменяется металлургически в процессе напыления.
Областями применения являются: Электростанции, авиационная, автомобильная, бумажная и машиностроительная промышленность.
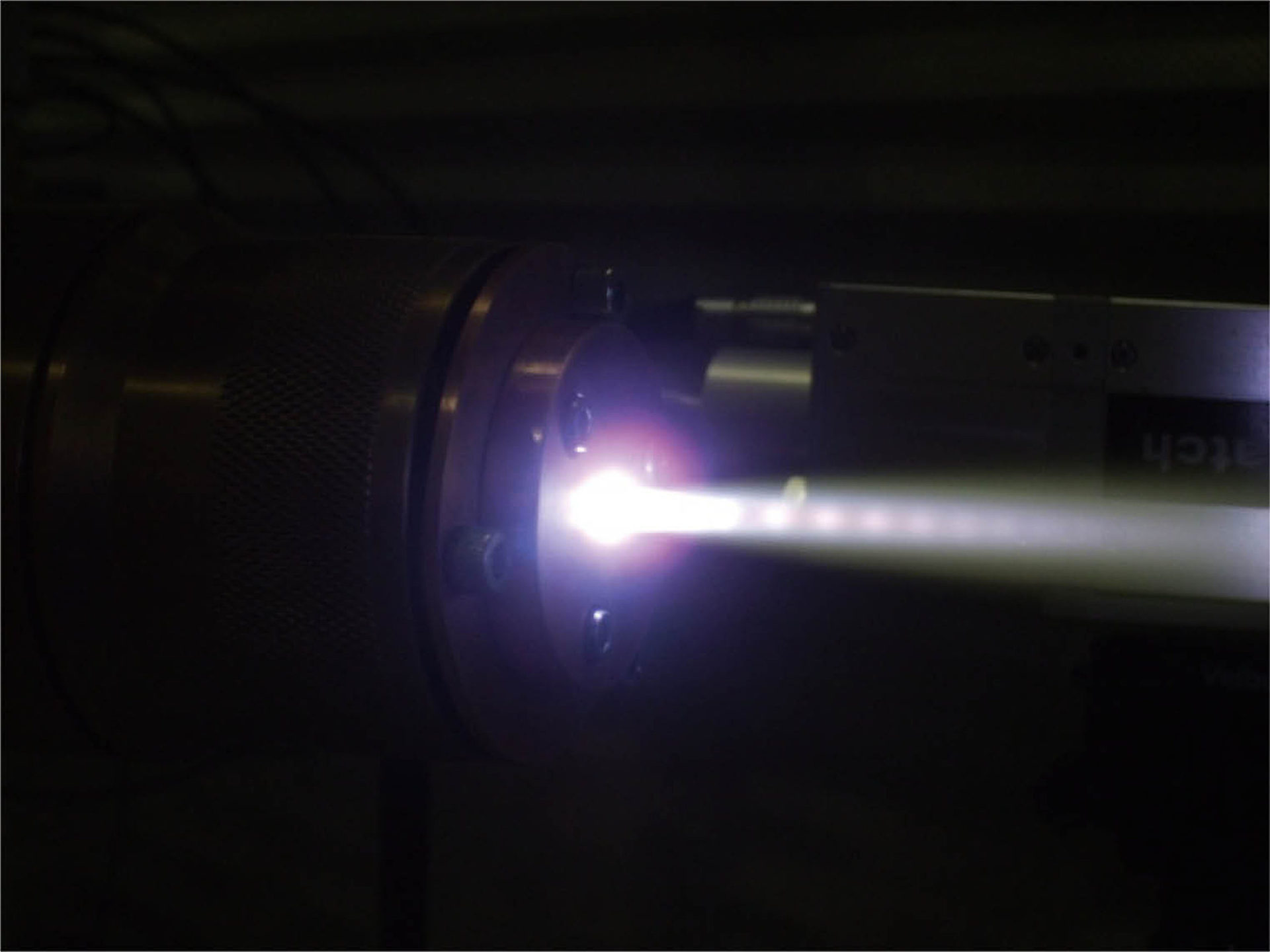
Шприцы для плазмы
На сайте Атмосферное плазменное распыление (APS) Анод и до трех катодов разделены узким зазором в плазменной горелке. Между анодом и катодом под действием постоянного напряжения генерируется дуга. Газ или газовая смесь, проходящие через плазмотрон, проходят через дугу и ионизируются в процессе. В результате диссоциации или последующей ионизации образуется сильно нагретый (до 20,000 К), электропроводящий газ, состоящий из положительных ионов и электронов.
В этом сгенерированном Plasmajet Порошок (обычный гранулометрический состав: 5-120 мкм, в некоторых устройствах возможен размер частиц до 100 нм) вводится в устройство, которое затем Высокая температура плазмы расплавляется. Поток плазмы увлекает частицы порошка и бросает их на покрываемую деталь/компонент/подложку. Молекулы газа возвращаются в стабильное состояние через очень короткое время, и поэтому температура плазмы снова падает через небольшое расстояние.

Нанесение плазменного покрытия и дальнейшая процедура
The Плазменное покрытие происходит в обычной атмосфере, в инертной атмосфере (под защитным газом, например, аргоном), в вакууме или также под водой. Для качества покрытия скорость, температура и состав покрытия плазменного газа имеет большое значение. Специальные модификации, такие как PTWA (процесс PTWA, обозначающий Plasma Transferred Wire Arc) вместо порошка используется проволока, что приводит к упрощению конструкции горелки. Плазменное напыление под вакуумом называется VPS обозначены.
На сайте Плазменное напыление в инертном газе весь процесс осуществляется с использованием инертного газа (обычно азота) в качестве транспортирующего газа. Преимуществом здесь является очень низкая степень окисления частиц, находящихся между горелкой и подложкой.
В качестве газов используются аргон, азот, водород, гелий или их комбинации. В связи с тем, что параметры процесса сильно различаются, a Разнообразие покрытий так что области применения есть практически в каждой отрасли промышленности. Важные отрасли промышленности, в которых Шприцы для плазмы Используются такие отрасли, как автомобильная промышленность, бумажная и полиграфическая промышленность, аэрокосмическая промышленность, промышленность по переработке отходов и промышленность по производству энергии.
