













Saldatura di deposizione: fusione di proprietà
- MIG/MAG/OA
- Rivestimento con polvere di plasma (PTA)
- Saldatura manuale ad arco (E-Hand)
- Saldatura ad arco sommerso (UP)
- Rivestimento laser a polvere (LPA)
- Saldatura a filo laser (LDA)
- Saldatura a filo caldo MSG (MSG-HD)
- Saldatura a filo caldo PTA (PTA-HD)
- Saldatura a filo caldo TIG (TIG-HD)
- Produzione additiva





Servizio di callback
Processo di saldatura
MIG/MAG/OA
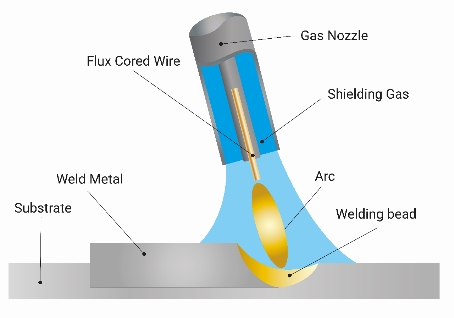
A Saldatura con gas inerte metallico (MSG) un arco brucia tra un elettrodo di filo consumabile, che è anche un metallo d'apporto, e il pezzo da lavorare. L'arco è protetto dall'atmosfera da una campana di gas inerte. Come gas di schermatura inerte si usano i seguenti Argon (Ar), Elio (He) o miscele di entrambi i gas. Dal momento che i gas nobili non subiscono reazioni chimiche anche a temperature molto elevate, costituiscono un protezione ideale per il bagno di fusione.
Autoprotezione Fili animati offrono una caratteristica speciale, in quanto possono essere utilizzati senza un'alimentazione di gas di protezione. "Arco aperto" (OA) possono essere saldati. La ragione di ciò risiede nel riempimento in polvere del filo, che contiene stabilizzatori d'arco e formatori di gas di protezione, oltre agli elementi di lega.
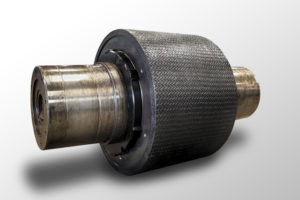
Il materiale a forma di filo utilizzato per l'applicazione dura Metallo d'apporto per la saldatura viene trasportato da una bobina ad una velocità fissa e costante dall'alimentatore di elettrodi attraverso la torcia fino all'arco, dove si fonde e forma un legame da sostanza a sostanza entra.
La versatilità della saldatura MIG
Rivestimento con polvere di plasma (PTA)
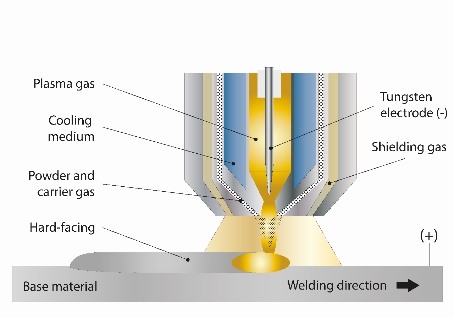
Il Rivestimento con polvere di plasma (PPA), chiamato anche "Plasma Transferred-Arc (PTA)", è caratterizzato dall'uso del fascio di plasma con elettrodo non fusibile come fonte di calore primaria. Nella maggior parte dei casi, per la saldatura ad accumulo si utilizzano due archi, che possono essere controllati indipendentemente l'uno dall'altro con fonti di corrente separate. L'arco non trasmittente (arco pilota) brucia tra l'elettrodo al plasma e l'ugello al plasma. Viene innescato da un'unità di accensione ad alta frequenza (HF) e costituisce la base per l'arco di saldatura. Accensione dell'arco principaleche brucia tra il pezzo e l'elettrodo al plasma. Grazie a potenti unità di accensione HF, tuttavia, si può fare a meno dell'arco pilota non trasmissivo, in quanto questo ridurrebbe la Arco può essere acceso direttamente tra l'elettrodo e il pezzo.
Il processo automatizzato di plastificazione a polvere di plasma (PTA)
Il processo di plastificazione con polveri al plasma (PTA) può essere facilmente automatizzato in modo che un alto grado di Riproducibilità degli strati di saldatura di accumulo è garantita. Inoltre, grazie alla fonte di calore altamente concentrata localmente, si ottengono gradi di miscelazione molto bassi con il materiale di base ferroso, per cui già nel primo strato la Caratteristiche della lega richieste essere raggiunto. Allo stesso modo, viene realizzato un elevato utilizzo della polvere atomizzata a gas utilizzata, in modo che solo molto basse perdite di polvere vengono prodotti durante il processo di saldatura. La forma in polvere del materiale d'apporto per la saldatura consente l'applicazione di numerosi materiali e di varie combinazioni di materiali con un'ampia gamma di valori di durezza e altre proprietà.
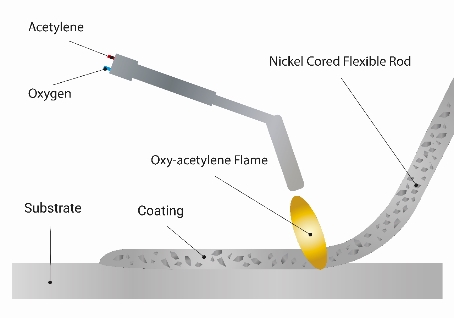
Saldatura ossiacetilenica
La saldatura ossiacetilenica è uno dei processi di saldatura più antichi. Questa tecnica viene utilizzata per le sue Alta flessibilità e Mobilità Ampiamente utilizzato nell'industria e nell'artigianato. Nella saldatura ossiacetilenica, un gas combustibile viene miscelato con l'ossigeno in una torcia di saldatura, in modo da creare una fiamma che fa fondere il materiale di base, ma non lo ossida. Esistono due diverse varianti di saldatura ossiacetilenica:
Saldatura a polvere di gasIn questo processo, un materiale di riempimento in polvere viene alimentato direttamente nella fiamma del bruciatore o dall'esterno e viene così fuso, e il Saldatura per deposizione con bacchetta di saldaturaIn questo processo, il metallo d'apporto viene introdotto nella fiamma sotto forma di barra o filo.
Vantaggi della saldatura ossiacetilenica
I gas utilizzati possono essere trasportati in bombole o prelevati da sistemi fissi. Ulteriori vantaggi di questo processo di saldatura sono Fornitura separata di Calore e metallo d'apporto e la conseguente buona idoneità per Saldatura in posizione forzata così come la buona accessibilità a Aree di saldatura confinate. Alle velocità di saldatura solitamente basse, di solito vengono indotte solo piccole tensioni residue di saldatura e la tendenza all'indurimento e alla miscelazione è estremamente bassa.
Saldatura manuale ad arco (E-Hand)
Il Saldatura manuale ad arcoConosciuto anche come "E-Hand", è uno dei sistemi più flessibili e facili da usare al mondo e richiede pochissime attrezzature. I processi di saldatura più frequentemente utilizzati. Il saldatore guida l'elettrodo a barra bloccato in un portaelettrodo in direzione del bagno fuso. Il flusso di corrente deriva dal fatto che sia il portaelettrodo che il pezzo sono collegati a due poli diversi.
L'arco viene acceso appoggiando brevemente l'elettrodo sul pezzo e poi sollevandolo (accensione a contatto). La tensione di accensione applicata accelera gli elettroni emessi termicamente dal cortocircuito e quindi consente arco stabile e permanente dalla ionizzazione d'urto dell'atmosfera di scarica.
L'arco fonde l'elettrodo e contemporaneamente liquefa il materiale di base. Il rivestimento fuso è dotato di stabilizzatori d'arco, gas di protezione e formatori di scorie per garantire un processo di saldatura stabile. Tracciando l'elettrodo, la lunghezza dell'arco viene mantenuta costante e, allo stesso tempo, l'arco viene spostato nella direzione di lavoro, per ottenere una saldatura a caldo. Progressi della saldatura continua per raggiungere l'obiettivo.
Rivestimento laser a polvere (LPA)
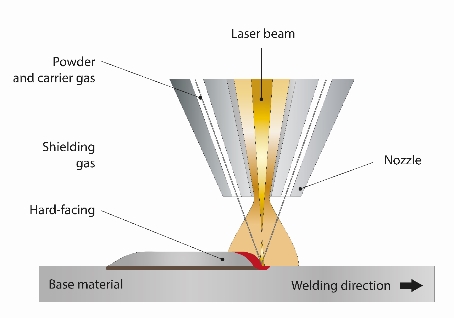
A Rivestimento laser a polvere (LPA) Il laser fonde la superficie del componente locale su. Il metallo d'apporto viene alimentato nel punto di fusione sotto forma di polvere con un ugello di polvere. Il movimento della testa di processo con l'ottica laser e l'ugello della polvere produce dei cordoni di saldatura sul componente. Perlina per perlina, le superfici possono essere rivestite e, strato per strato, lo spessore del rivestimento può essere aumentato o ridotto. geometrie intere o ripristinarli. Ma gli strati di protezione dall'usura possono essere generati in questo modo anche con materiali d'apporto per la saldatura a forma di filo.
Applicazioni dell'LPA
Grazie alla sua Buona focalizzabilità Con il laser si possono ottenere densità di energia molto difficili da raggiungere con i processi termici convenzionali. Ciò consente la lavorazione di componenti con Minimo stress termico e distorsione. Il rivestimento laser è quindi particolarmente adatto per i componenti con elevati requisiti in termini di tolleranze. Altre applicazioni includono materiali a base di nichel difficili da saldare nelle turbine a gas e rivestimenti di protezione dall'usura in carburo di tungsteno. I componenti tipici sono le pale delle turbine, gli strumenti di perforazione e le parti delle pompe.
Saldatura a filo laser (LDA)
Al processo Saldatura a filo laser (LDA) il raggio laser fonde il filo e il materiale di base, la fusione si lega saldamente e si solidifica di nuovo fino a quando rimane una piccola protuberanza. Quando i singoli percorsi di saldatura si sovrappongono con precisione, la forma desiderata viene applicata gradualmente.
I settori di applicazione della saldatura laser a filo sono i seguenti Riparazione dei componenti e il Funzionalizzare le superfici. Il processo è particolarmente economico, pulito e la rilavorazione è ridotta al minimo.
Sono disponibili diversi fili di saldatura come materiale aggiuntivo. In questo modo è possibile materiale omogeneo o per creare strati funzionali in base ai requisiti del rivestimento.
Saldatura a gas inerte di tungsteno (TIG)
Il Saldatura con gas inerte di tungsteno (saldatura TIG in breve) è stata introdotta nella STATI UNITI ed era originariamente chiamata "saldatura ad argonarc". Altri nomi con cui è stata introdotta in Europa sono stati "saldatura Arcatom" (denominazione standard della saldatura tungsteno-idrogeno) e "Heliarc". Nei Paesi di lingua inglese si chiama saldatura TIG (saldatura con gas tungsteno inerte) nel Regno Unito e GTAW (saldatura ad arco di gas-tungsteno) negli Stati Uniti.
Come funziona la saldatura TIG
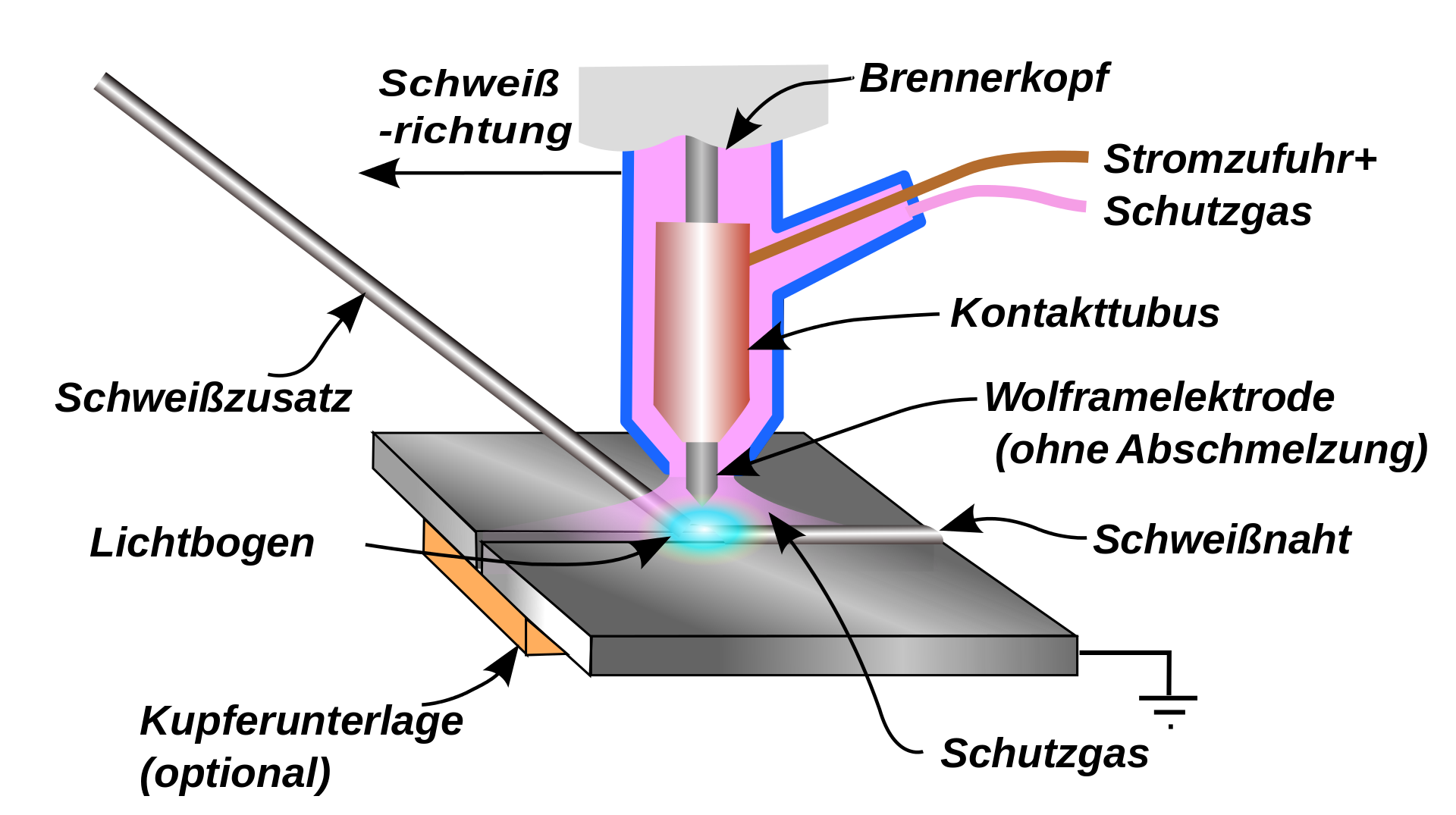
Nella saldatura TIG, una torcia di saldatura brucia tra i elettrodo di tungsteno non fusibile e il pezzo da saldare l'arco. L'elettrodo di tungsteno si trova in una torcia attraverso la quale scorre il gas di protezione inerte, per proteggere l'elettrodo di tungsteno, il bagno di saldatura e il metallo di apporto fuso dall'arco. Ossidazione dall'ossigeno atmosferico. Il metallo d'apporto a forma di tondino viene guidato lateralmente nell'arco e nel bagno fuso, unendo così i due pezzi. La saldatura TIG è utilizzata in tutti i settori industriali preferibilmente dove cuciture di alta qualità sono richiesti, ad esempio, nel settore aerospaziale, nella costruzione di centrali elettriche, nell'industria alimentare, nella costruzione di apparecchi e contenitori e nell'ingegneria di precisione.
Saldatura a filo caldo MSG (MSG-HD)
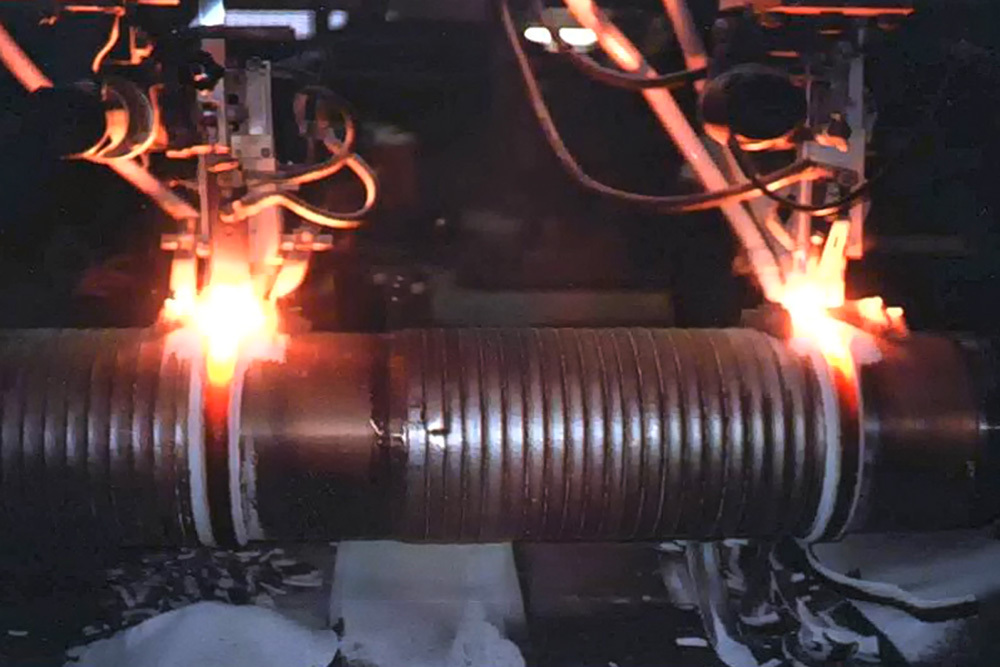
Il Saldatura a filo caldo MSG ha le sue origini negli anni '80 sotto forma di saldatura ad accumulo MSG assistita da filo freddo, nonché di saldatura ad arco sommerso, in cui il disaccoppiamento dell'apporto di materiale ed energia con l'aiuto di un filo d'apporto esterno è già stato fissato come obiettivo. L'uso di Filo freddo si è rivelato svantaggioso, tuttavia, a causa dell'apporto limitato di materiale, che dipende dal trasferimento di calore dell'arco e del bagno fuso.
L'invenzione del Tecnologia a filo caldo Infine, consente un controllo della temperatura del filo e quindi della potenza di fusione che è largamente indipendente dall'arco e dalla temperatura della piscina di fusione, in cui il filo viene preriscaldato prima di entrare nella piscina di fusione a causa della resistenza ohmica.

Vantaggi dell'alimentatore a filo caldo
Quando si alimenta un filo caldo, l'obiettivo è quello di ottenere un riscaldamento appena al di sotto della soglia di sicurezza. Al di sotto della temperatura di fusioneCiò significa che la quantità di calore residuo necessaria per fondere il filo di apporto è significativamente inferiore rispetto all'uso del filo freddo. I principali vantaggi del processo di saldatura ad accumulo MSG a filo caldo sono principalmente il controllo indipendente della velocità di deposito e della profondità di penetrazione, in modo che nella saldatura ad accumulo proprietà del rivestimento migliorate può essere ottenuto dal primo strato, grazie alla ridotta miscelazione con il materiale di base.
Saldatura a filo caldo PTA (PTA-HD)
Nella saldatura a filo caldo PTA (PTA-HD), il processo vero e proprio di saldatura con accumulo di polvere di plasma è preceduto da una filo caldo aggiuntivo che presenta diversi vantaggi: la miscelazione con il materiale di base può essere ridotta, aumentando al contempo le prestazioni di fusione. Inoltre, non si verificano reazioni metalliche durante la fusione del filo, in modo che la strati applicati molto puri sono. Un altro vantaggio è l'utilizzo di un filo caldo aggiuntivo per introdurre grani di carburo di grandi dimensioni, ad esempio il carburo di tungsteno seltz (WSC), che sono limitati a circa 250 µm nella saldatura PTA.
Saldatura a filo caldo TIG (TIG-HD)
Utilizzando un filo di saldatura aggiuntivo, la gamma di applicazioni per il saldatura TIG automatizzata può essere ampliato in modo significativo. Nel processo, si distingue tra le varianti a filo freddo e a filo caldo. Con il Alimentatore a filo freddo Il metallo d'apporto viene alimentato al punto di saldatura senza corrente e viene fuso nell'arco. Questa soluzione è adatta ogni volta che un Velocità di saldatura rapida, Colmare le lacune e Volume di riempimento sono richiesti. Inoltre, la saldatura TIG con filo freddo viene utilizzata quando si vuole ottenere un aspetto e una qualità visiva particolari della cucitura. È adatto a tutti i tipi di filo più comuni.

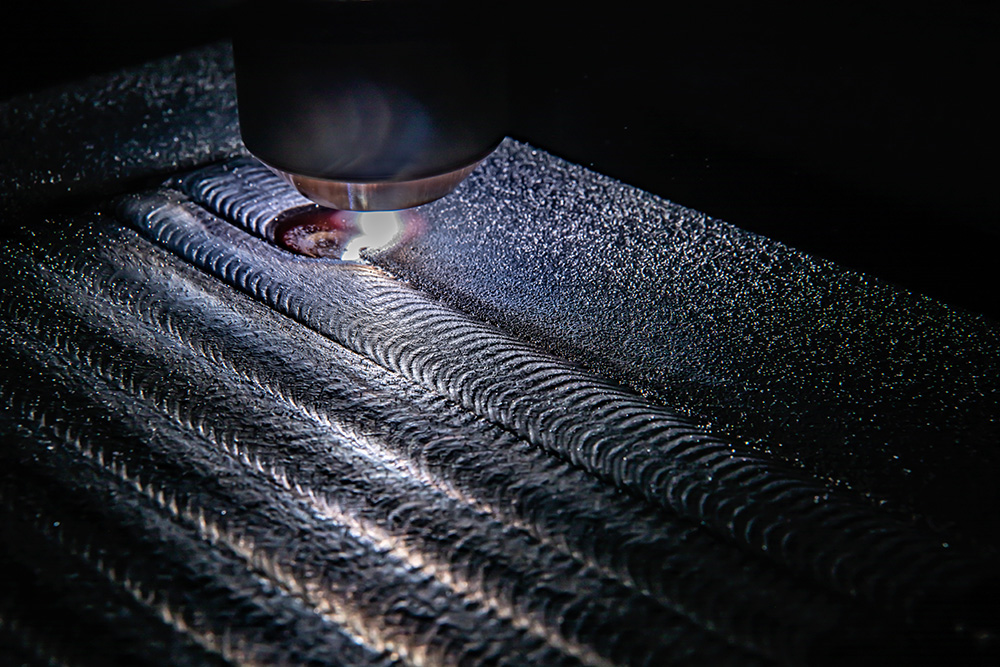
Processo di saldatura a filo caldo
A Saldatura a filo caldo il filo viene riscaldato al punto di fusione da un modulo aggiuntivo di filo caldo. Di conseguenza, viene estratto meno calore dall'arco e dal bagno fuso. Con il preriscaldamento del filo, il suo tasso di deposizione può essere ulteriormente aumentato rispetto alla saldatura a filo freddo. Questo si traduce in un significativo Aumento della velocità di saldaturache è simile a quello di un processo MIG/MAG, ma Senza schizzi e senza emissioni è. Oltre alla saldatura dei giunti, il processo a filo caldo è ideale anche per la saldatura di accumulo, in quanto comporta una minore fusione del materiale di base.
Servizio di callback
