Сварка осаждением: свойства слияния
- MIG/MAG/OA
- Плазменно-порошковая наплавка (ППН)
- Ручная дуговая сварка (E-Hand)
- Дуговая сварка под флюсом (UP)
- Лазерная порошковая наплавка (LPA)
- Лазерная сварка с наращиванием проволоки (LDA)
- Сварка горячей проволокой MSG (MSG-HD)
- Сварка горячей проволокой PTA (PTA-HD)
- Сварка горячей проволокой TIG (TIG-HD)
- Аддитивное производство





Сервис обратного вызова
Процесс сварки
MIG/MAG/OA
На сайте Сварка в металлическом инертном газе (MSG) Дуга горит между расходуемым проволочным электродом, который также является присадочным металлом, и заготовкой. Дуга защищена от атмосферы с помощью защитного колпака из инертного газа. В качестве инертных защитных газов используются следующие Аргон (Ar), Гелий (He) или используются смеси обоих газов. Поскольку инертные газы не вступают ни в какие химические реакции даже при очень высоких температурах, они представляют собой идеальная защита для плавильной ванны.
Самозащита Порошковые провода отличаются тем, что их можно использовать без подачи защитного газа. "Открытая дуга" (OA) можно сваривать. Причина этого кроется в порошковом наполнителе проволоки, который помимо легирующих элементов содержит стабилизаторы дуги и формирователи защитного газа.
Проволокообразный материал, используемый для жесткого применения Сварочный присадочный металл подается по катушке с заданной постоянной скоростью от устройства подачи электродов через факел в дугу, где он расплавляется и образует связь вещества с веществом входит.

Универсальность сварки MIG
Плазменно-порошковая наплавка (ППН)

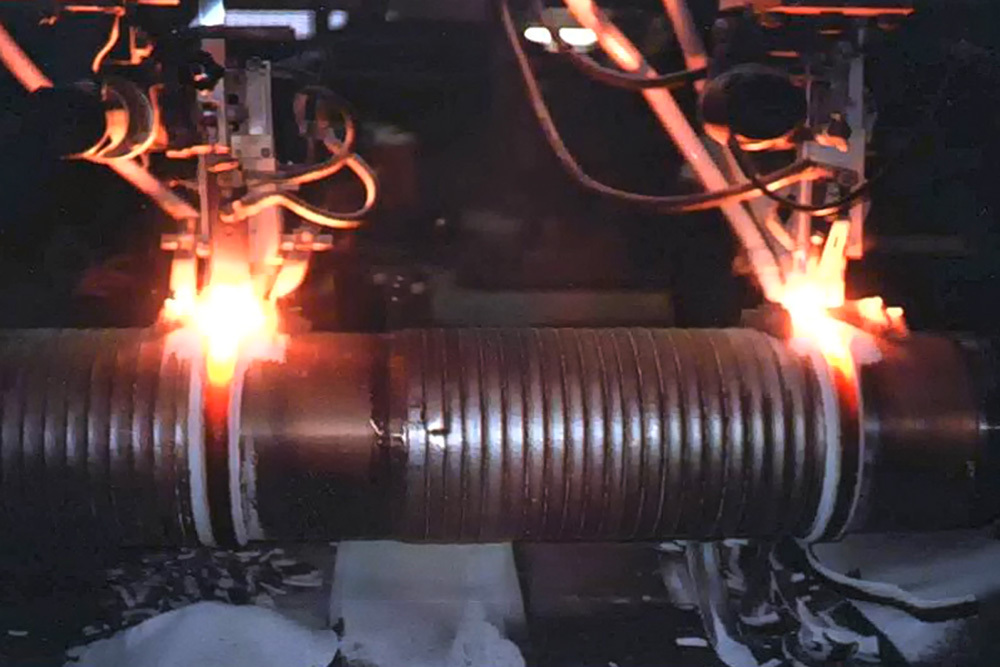
The Плазменно-порошковая наплавка (ППА), называемая также "Plasma Transferred-Arc (PTA)", характеризуется использованием плазменной струи с неплавящимся электродом в качестве основного источника тепла. В большинстве случаев для сварки с наращиванием используются две дуги, которые могут управляться независимо друг от друга с помощью отдельных источников тока. Непроникающая дуга (пилотная дуга) горит между плазменным электродом и плазменным соплом. Она запускается высокочастотным (ВЧ) зажигающим устройством и является основой для Зажигание основной дугикоторая горит между заготовкой и плазменным электродом. Однако с помощью мощных ВЧ-зажигающих устройств можно отказаться от непередающей пилотной дуги, поскольку это уменьшит Дуга может воспламениться непосредственно между электродом и обрабатываемой деталью.
Автоматизированный процесс плазменно-порошковой наплавки (ППН)
Процесс плазменно-порошковой наплавки (ППН) может быть легко автоматизированный таким образом, чтобы высокая степень Воспроизводимость наращиваемых сварочных слоев гарантируется. Кроме того, благодаря локальному высококонцентрированному источнику тепла достигается очень низкая степень смешивания с материалом основы из черных металлов, благодаря чему уже в первом слое требуемые характеристики сплава быть достигнуто. Аналогичным образом, достигается высокая степень использования распыляемого газом порошка, так что только очень низкие потери порошка образуются в процессе сварки. Порошковая форма сварочного присадочного материала позволяет применять многочисленные материалы, а также различные комбинации материалов с широким диапазоном значений твердости и других свойств.
Оксиацетиленовая сварка
Оксиацетиленовая сварка - один из старейших сварочных процессов. Эта техника используется благодаря своей высокая гибкость и Мобильность Широко используется в промышленности и торговле. При оксиацетиленовой сварке горючий газ смешивается с кислородом в сварочной горелке таким образом, что образуется пламя, которое вызывает расплавление основного материала, но не окисляет его. Существует два различных варианта оксиацетиленовой сварки:
Газовая сварка с порошковым наращиваниемВ этом процессе порошкообразный материал-наполнитель подается непосредственно в пламя горелки или извне и таким образом расплавляется, а Сварка осаждением с помощью сварочного пруткаВ этом процессе присадочный металл подается в пламя в виде прутка или проволоки.

Преимущества оксиацетиленовой сварки
Используемые газы можно перевозить в баллонах или брать из стационарных систем. Дополнительными преимуществами этого процесса сварки являются Отдельная поставка Нагрев и присадочный металл и, как следствие, хорошая пригодность для Принудительная позиционная сварка а также хорошая доступность к Ограниченные зоны сварки. При обычно низких скоростях сварки обычно индуцируются лишь небольшие сварочные остаточные напряжения, а тенденция к закалке и смешиванию чрезвычайно мала.
Ручная дуговая сварка (E-Hand)

The Ручная дуговая сваркаИзвестная также под названием "E-Hand", эта система является одной из наиболее гибких и простых в использовании из всех имеющихся на рынке. Наиболее часто используемые процессы сварки. Сварщик направляет стержневой электрод, зажатый в электрододержателе, в направлении расплавленного бассейна. Протекание тока происходит в результате того, что и электрододержатель, и заготовка подключены к двум разным полюсам.
Дуга зажигается путем кратковременного поднесения электрода к заготовке и последующего его отрыва (контактное зажигание). Приложенное напряжение зажигания ускоряет электроны, термически выделяющиеся при коротком замыкании, и, таким образом, позволяет стабильная и постоянная дуга ударной ионизацией атмосферы разряда.
Дуга расплавляет электрод и одновременно разжижает основной материал. В расплавленном покрытии имеются стабилизаторы дуги, защитный газ и шлакообразователи, обеспечивающие стабильность процесса сварки. За счет слежения за электродом длина дуги поддерживается постоянной и, в то же время, дуга перемещается в рабочем направлении, чтобы достичь непрерывный процесс сварки достичь.
Лазерная порошковая наплавка (LPA)

На сайте Лазерная порошковая наплавка (LPA) лазер расплавляет поверхность компонента локальный on. Присадочный металл подается к месту сплавления в виде порошка с помощью порошкового сопла. В результате движения технологической головки с лазерной оптикой и порошковым соплом на детали образуются сварочные шарики. Бусинка за бусинкой на поверхности может быть нанесено покрытие, и слой за слоем толщина покрытия может быть увеличена или уменьшена. целые геометрии или восстановить их. Но защитные слои от износа могут быть сформированы таким образом и с помощью сварочных присадочных материалов в форме проволоки.
Применение LPA
Благодаря своей Хорошая фокусируемость С помощью лазера можно достичь таких плотностей энергии, которых очень трудно достичь при использовании традиционных термических процессов. Это позволяет обрабатывать компоненты с Минимальные тепловые напряжения и искажения. Поэтому лазерная наплавка особенно подходит для деталей с высокими требованиями к допускам. Другие области применения включают трудносвариваемые материалы на основе никеля в газовых турбинах и износозащитные покрытия из карбида вольфрама. Типичными компонентами являются лопатки турбин, буровые инструменты и детали насосов.
Лазерная сварка с наращиванием проволоки (LDA)
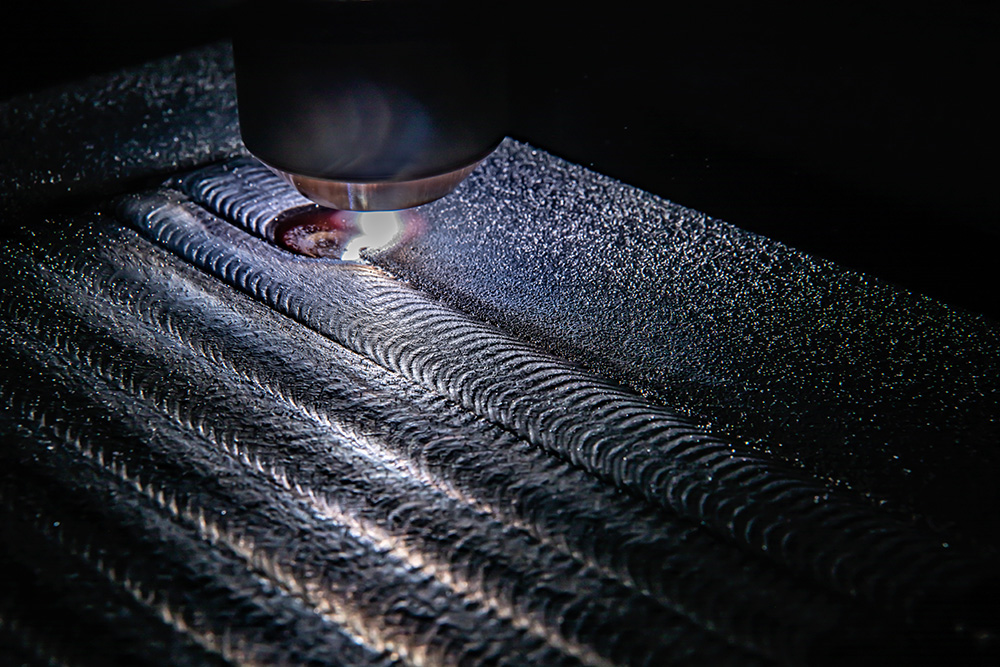
На судебном заседании Лазерная сварка с наращиванием проволоки (LDA) Лазерный луч расплавляет проволоку и основной материал, расплав прочно соединяется и снова застывает, пока не останется небольшой бугорок. Когда отдельные траектории сварки точно перекрываются, постепенно придается желаемая форма.
Области применения лазерной сварки проволокой с наращиванием - это Ремонт компонентов и Функционализация поверхностей. Этот процесс особенно экономичен, чист, а повторная обработка сведена к минимуму.
В качестве дополнительного материала предлагаются различные сварочные проволоки. Это позволяет однородный материал или для создания функциональных слоев в соответствии с требованиями покрытия.

Сварка вольфрамовым электродом в инертном газе (TIG)

The Сварка вольфрамовым электродом в инертном газе (сокращенно TIG-сварка) была представлена в США и первоначально называлась "Аргонодуговая сварка". Другими названиями, под которыми она появилась в Европе, были "Arcatom welding" (стандартное обозначение вольфрамо-водородной сварки) и "Heliarc". В англоязычных странах она называется TIG-сваркой (сварка вольфрамовым инертным газом) в Великобритании и GTAW (газо-вольфрамовая дуговая сварка) в США.
Как работает сварка TIG
При TIG-сварке сварочная горелка горит между неплавящийся вольфрамовый электрод а заготовка - дугу. Вольфрамовый электрод находится в горелке, через которую проходит инертный защитный газ для защиты вольфрамового электрода, сварочной ванны и плавящегося присадочного металла от дуги. Окисление атмосферным кислородом. Присадочный металл в форме стержня направляется сбоку в дугу и расплавленный бассейн, соединяя таким образом две заготовки. TIG-сварка используется в все отрасли Предпочтительно, где высококачественные швы требуются, например, в аэрокосмической промышленности, строительстве электростанций, пищевой промышленности, производстве аппаратуры и контейнеров, а также в точном машиностроении.
Сварка горячей проволокой MSG (MSG-HD)
The Сварка горячим проводом с наращиванием MSG берет свое начало в 1980-х годах в виде сварки с наращиванием с помощью холодной проволоки, а также в виде сварки под флюсом, в которой уже была поставлена цель развязать затраты материала и энергии с помощью внешней присадочной проволоки. Использование Холодная проволока оказалось, однако, невыгодным из-за ограниченного расхода материала, который зависит от теплопередачи дуги и расплавленной ванны.
Изобретение Технология горячей проволоки Наконец, это позволяет контролировать температуру проволоки и, следовательно, мощность плавления, которая в значительной степени не зависит от температуры дуги и бассейна расплава, в котором проволока предварительно нагревается перед входом в бассейн расплава за счет омического сопротивления.

Преимущества устройства подачи горячей проволоки
При подаче горячей проволоки необходимо добиться нагрева чуть ниже Ниже температуры плавленияЭто означает, что количество остаточного тепла, необходимого для расплавления присадочной проволоки, значительно меньше по сравнению с использованием холодной проволоки. Основные преимущества процесса сварки наращиванием горячей проволокой MSG заключаются, прежде всего, в независимом управлении скоростью осаждения и глубиной проплавления, так что при сварке наращиванием улучшенные свойства покрытия может быть достигнуто от первого слоя благодаря уменьшению смешивания с основным материалом.
Сварка горячей проволокой PTA (PTA-HD)

При сварке горячей проволокой PTA (PTA-HD) собственно процессу плазменной сварки с наращиванием порошка предшествует дополнительный горячий провод добавляется, что имеет ряд преимуществ: смешивание с основным материалом может быть уменьшено при одновременном увеличении производительности плавления. Кроме того, во время плавления проволоки не происходит никаких металлических реакций, так что нанесенные слои очень чистые are. Еще одним преимуществом является использование дополнительной горячей проволоки для введения крупных зерен карбида, например, карбида вольфрама-сельдерея (WSC), которые при сварке РТА ограничены примерно 250 мкм.
Сварка горячей проволокой TIG (TIG-HD)
Благодаря использованию дополнительной сварочной проволоки диапазон применения автоматизированная TIG-сварка может быть значительно расширен. При этом различают варианты холодной и горячей проволоки. При Устройство подачи холодной проволоки Присадочный металл подается к точке сварки без тока и расплавляется в дуге. Это подходит для тех случаев, когда Быстрая скорость сварки, Устранение разрывов и Объем заполнения требуются. Кроме того, сварка TIG холодной проволокой используется в тех случаях, когда необходимо добиться особого внешнего вида и визуального качества шва. Она подходит для всех распространенных типов проволоки.

Процесс сварки горячей проволокой
На сайте Сварка горячей проволокой проволока нагревается до температуры плавления дополнительным модулем горячей проволоки. В результате меньше тепла отводится от дуги и расплавленной ванны. Благодаря предварительному нагреву проволоки скорость ее осаждения может быть еще больше увеличена по сравнению со сваркой холодной проволокой. Это приводит к значительному Увеличение скорости сваркикоторый похож на процесс MIG/MAG, но без брызг и выбросов is. Помимо стыковой сварки, процесс сварки горячей проволокой также идеально подходит для сварки с наращиванием, поскольку при этом происходит меньшее расплавление основного материала.
Сервис обратного вызова
