La projection thermique : Finition de surface précise
Le DURMAT®-La gamme de produits de la société offre des matériaux de haute qualité pour les processus de projection thermique suivants :



Service de rappel
Projection thermique
Projection à l'arc (Libo)

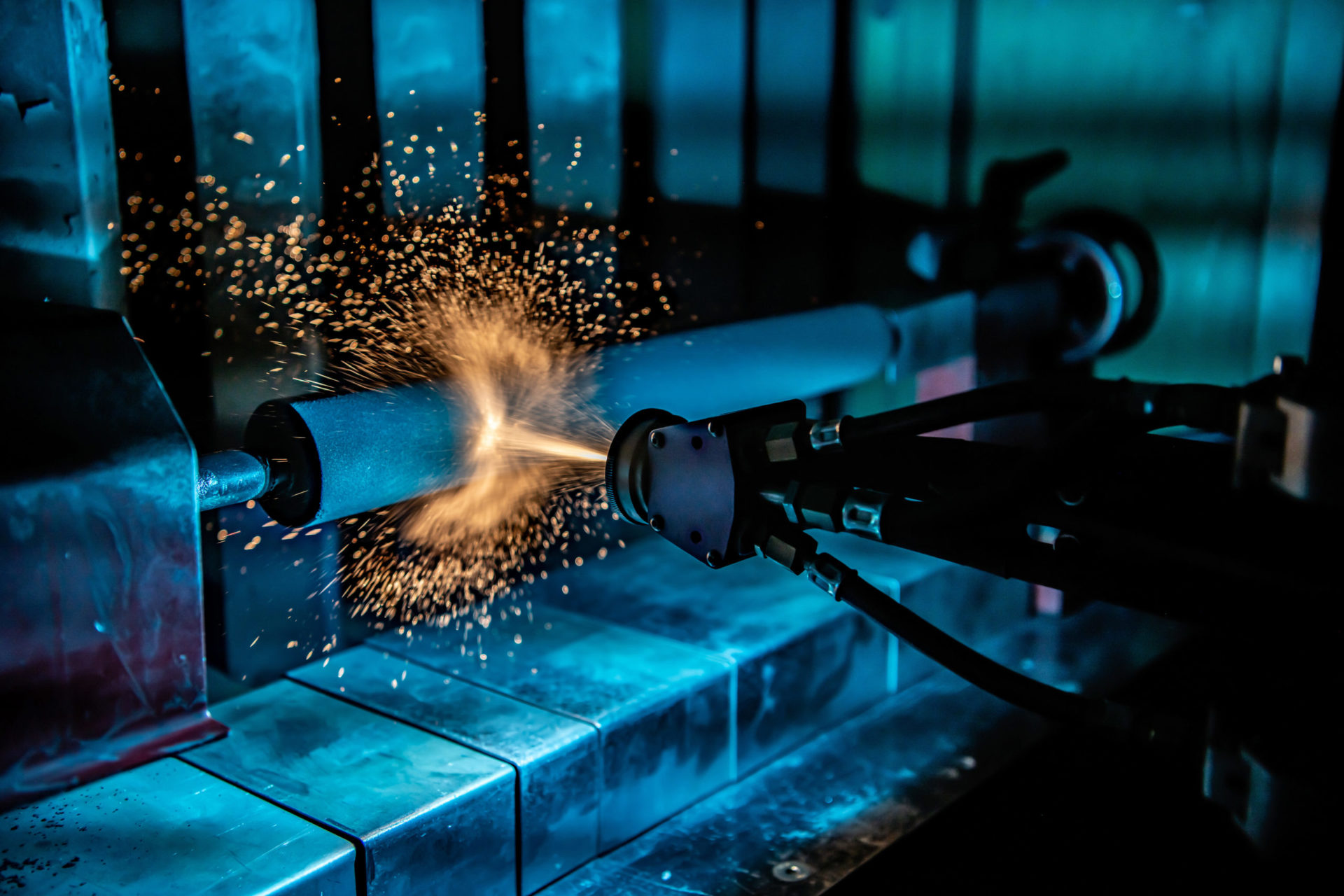
La projection à l'arc électrique se caractérise principalement par des taux de commande élevés jusqu'à 80 kg/h et la possibilité de produire des épaisseurs de couche allant jusqu'à plusieurs millimètres ainsi qu'une une technologie très robuste tout en étant facile à utiliser de l'entreprise. C'est pourquoi la projection est souvent utilisée de manière mobile sur les chantiers. Un avantage décisif de la projection à l'arc est le fait que pas de gaz de traitement inflammables ce qui rend le processus plus sûr et permet une bonne utilisation de l'énergie. Le principal domaine d'application est le Protection contre la corrosion et l'usure.
Fonctionnement de la projection par arc électrique
Pulvérisateurs à flamme de poudre

Sur le site Pulvérisateurs à flamme de poudre le matériau d'apport en poudre est fondu dans le système de buse du pistolet à l'aide d'une flamme d'acétylène et d'oxygène (énergie thermique) et appliqué à une vitesse appropriée (énergie cinétique) sur les zones prévues de la pièce. Si nécessaire, un gaz supplémentaire (par exemple l'argon ou l'azote) peut être utilisé pour accélérer les particules de poudre. La diversité des Additifs de pulvérisation est de loin supérieure à celle des poudres 100 matériaux très large.
Parmi les poudres, on distingue autofluide et poudres auto-adhésives. Les poudres auto-fluidifiantes nécessitent généralement un traitement thermique supplémentaire. Cette "fusion" s'effectue principalement à l'aide de brûleurs acétylène-oxygène parfaitement adaptés à cet effet.
Le processus thermique augmente considérablement l'adhérence de la couche projetée sur le matériau de base ; la couche projetée est étanche aux gaz et aux liquides.
Pulvérisation à la flamme de fil métallique
Sur le site Pulvérisation à la flamme de fil métallique le matériau d'apport en poudre est fondu dans le système de buse du pistolet à l'aide d'une flamme d'acétylène et d'oxygène (énergie thermique) et appliqué à une vitesse appropriée (énergie cinétique) sur les zones prévues de la pièce. Si nécessaire, un gaz supplémentaire (par exemple l'argon ou l'azote) peut être utilisé pour accélérer les particules de poudre. La diversité des Additifs de pulvérisation est de loin supérieure à celle des poudres 100 matériaux très large.
Parmi les poudres, on distingue autofluide et poudres auto-adhésives. Les poudres auto-fluidifiantes nécessitent généralement un traitement thermique supplémentaire. Cette "fusion" s'effectue principalement à l'aide de brûleurs acétylène-oxygène parfaitement adaptés à cet effet.
Le processus thermique augmente considérablement l'adhérence de la couche projetée sur le matériau de base ; la couche projetée est étanche aux gaz et aux liquides.

Projection à la flamme à grande vitesse (HVOF / HVAF)

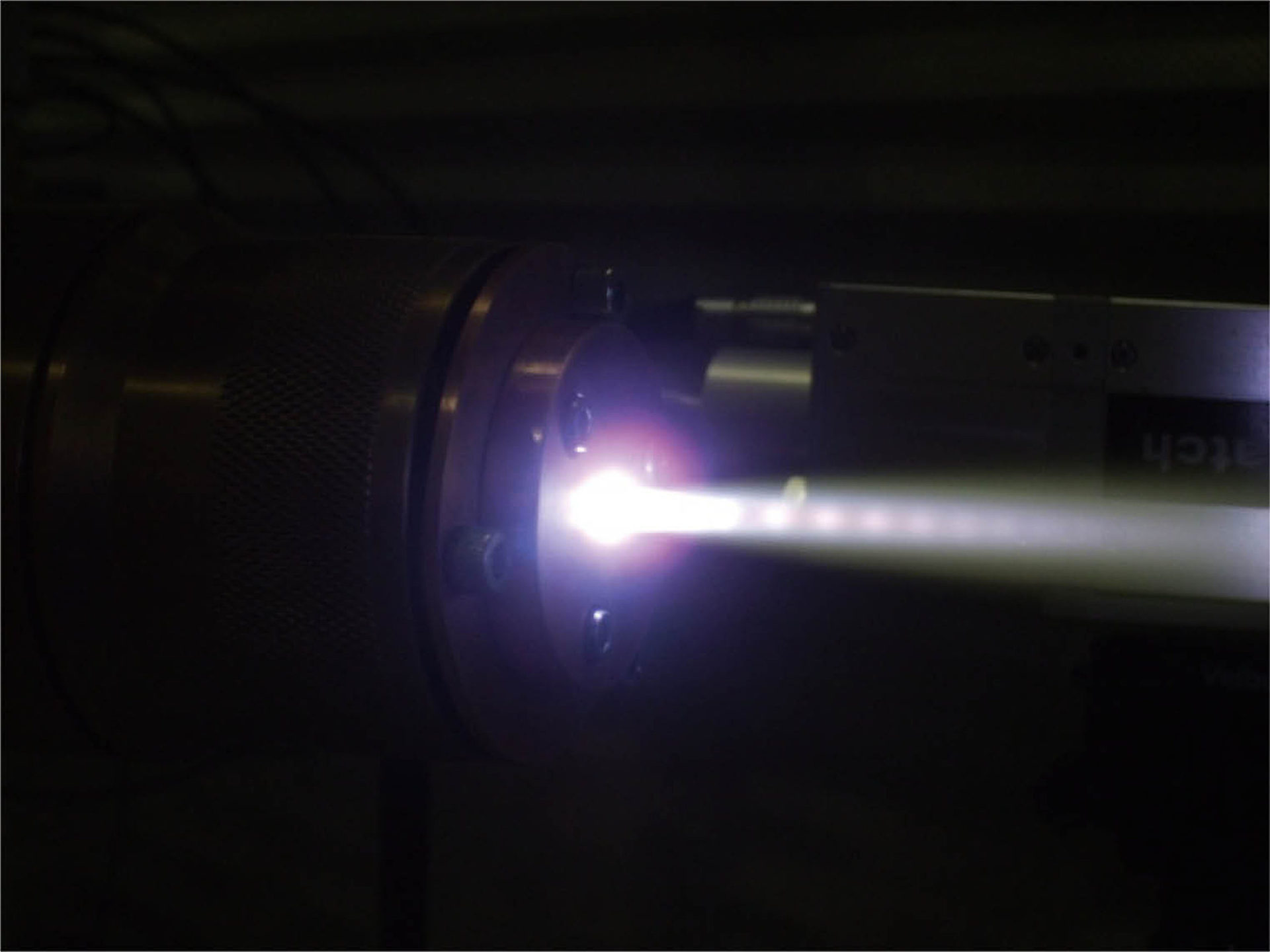
La projection à la flamme à grande vitesse (HVOF, dérivé de High-Velocity-Oxygen-Fuel) est un procédé de revêtement thermique pour le traitement de surface. Dans le cas de Pulvérisation à la flamme à grande vitesse est une combustion continue de carburant à haute pression dans une chambre de combustion refroidie à l'eau ou à l'air. Les carburants utilisés sont des gaz combustibles (comme le propane, l'éthylène, le propène, le butane, l'acétylène, l'hydrogène), des combustibles liquides (comme le diesel, le kérosène) et des combinaisons de ceux-ci. L'oxydant est généralement Oxygènemais aussi de l'air (nom courant du procédé : HVAF, dérivé de High-Velocity-Air-Fuel). La haute pression du mélange carburant-oxygène en combustion générée dans la chambre de combustion et l'injecteur de détente (généralement situé en aval) créent la pression nécessaire. grande vitesse du jet de gaz.
Le plus souvent sous forme de poudre (granulométrie de 1 à 150 µm), mais également disponibles sous forme de barres et de fils, les matériaux de moulage par injection sont utilisés pour la fabrication de pièces en plastique. axiale dans la chambre de combustion ou radial dans la zone de la buse d'expansion. Les particules projetées sont ainsi accélérées à des vitesses élevées, ce qui entraîne des couches projetées très denses avec des excellentes propriétés d'adhérence de la pièce. Grâce à l'apport de chaleur réglable et juste suffisant, le processus de projection ne modifie que très peu la métallurgie du matériau.
Les domaines d'application sont : Centrales électriques, industrie aéronautique, automobile, papetière et mécanique.
Seringues à plasma
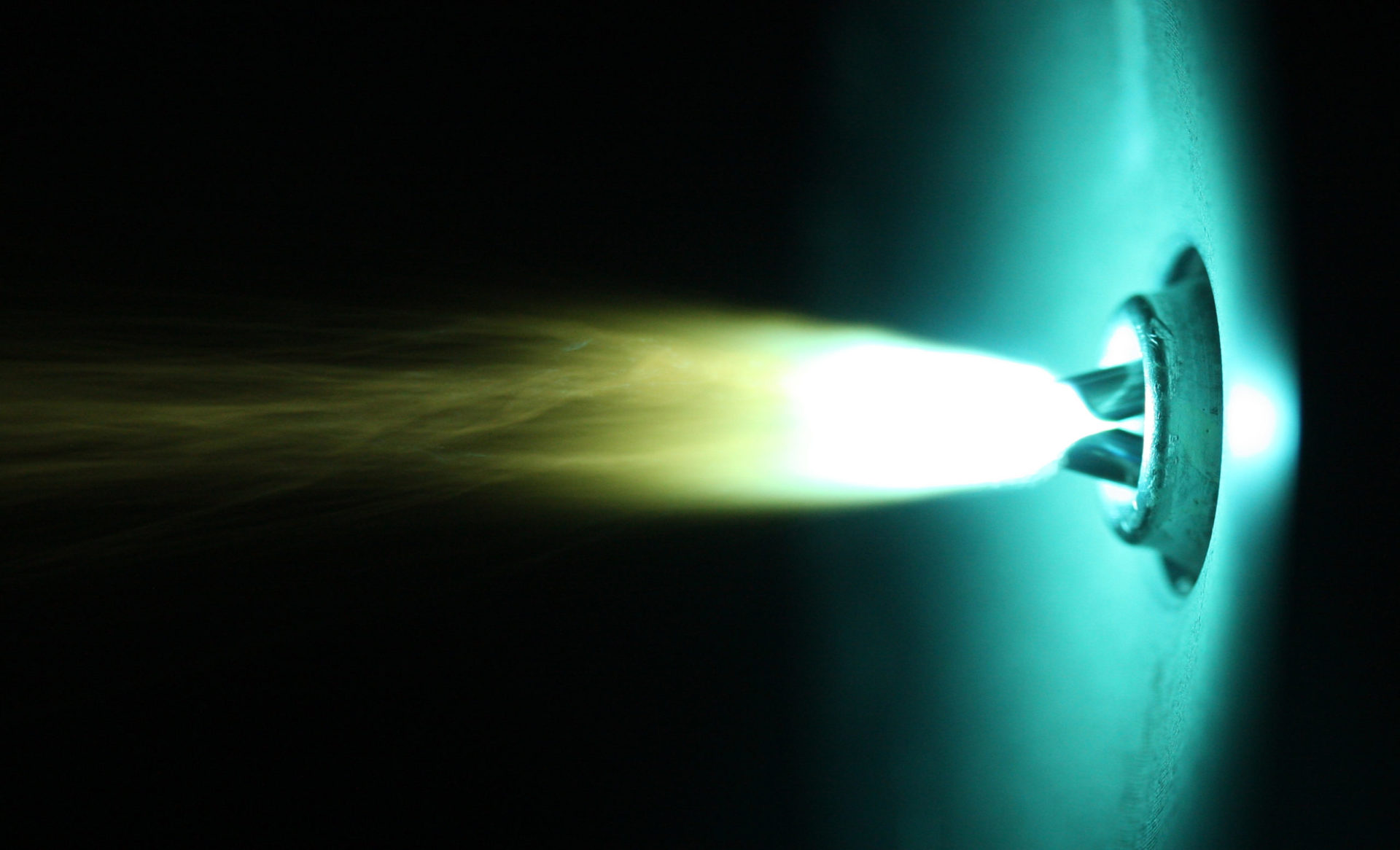
Sur le site Projection plasma atmosphérique (APS) dans une torche à plasma, une anode et jusqu'à trois cathodes sont séparées par un espace étroit. Un arc électrique est créé entre l'anode et la cathode par une tension continue. Le gaz ou le mélange de gaz qui traverse la torche à plasma est conduit à travers l'arc électrique et est ionisé. La dissociation, ou l'ionisation qui s'ensuit, produit un gaz hautement chauffé (jusqu'à 20000 K), conducteur d'électricité, composé d'ions positifs et d'électrons.
Dans ce créé Plasmajet de la poudre (granulométrie habituelle : 5-120 µm, certains appareils permettent une granulométrie jusqu'à 100 nm) est injectée, qui est ensuite transformée par la température élevée du plasma est fondu. Le flux de plasma entraîne les particules de poudre et les projette sur la pièce/le composant/le substrat à revêtir. Les molécules de gaz reviennent à un état stable après un temps très court et la température du plasma redescend donc après une courte distance.

Application du revêtement plasma et suite des opérations
Le site Revêtement par plasma s'effectue dans une atmosphère normale, une atmosphère inerte (sous gaz protecteur comme l'argon), sous vide ou même sous l'eau. La vitesse, la température et la composition sont des facteurs importants pour la qualité de la couche. du gaz plasma est important. Des modifications particulières telles que le PTWA (procédé PTWA pour Plasma Transferred Wire Arc) utilisent un fil au lieu de la poudre, ce qui permet de simplifier la conception de la torche. La projection plasma sous vide est appelée VPS est désigné.
Sur le site Projection au plasma sous gaz protecteur l'ensemble du processus est effectué avec un gaz protecteur (généralement de l'azote) comme gaz de transport. L'avantage de cette méthode est la très faible oxydation des particules entre le brûleur et le substrat.
Les gaz utilisés sont l'argon, l'azote, l'hydrogène, l'hélium ou des combinaisons de ces gaz. En raison des paramètres de processus très différents, une Une grande variété de revêtements Il existe donc des applications dans presque tous les secteurs. Les principaux secteurs industriels dans lesquels Seringues à plasma sont l'industrie automobile, l'industrie du papier et de l'impression, l'industrie aérospatiale, l'industrie des déchets et l'industrie de production d'énergie.
