Mit DURMAT® erzielen Sie verbesserte, leistungsfähigere Verschleißlegierungen
Die hohen Anforderungen, die heute an die Verschleißfestigkeit der Legierungen auf Basis von Wolframkarbid und Kobalt gestellt werden, führen zu immer feineren Gefügestrukturen mit optimierten Zusammensetzungen. Dadurch werden verbesserte, leistungsfähigere Verschleißlegierungen erzielt.
| DURMAT® | Chem. Zusammensetzung | Härte | Anwendungen | Eigenschaften |
|---|---|---|---|---|
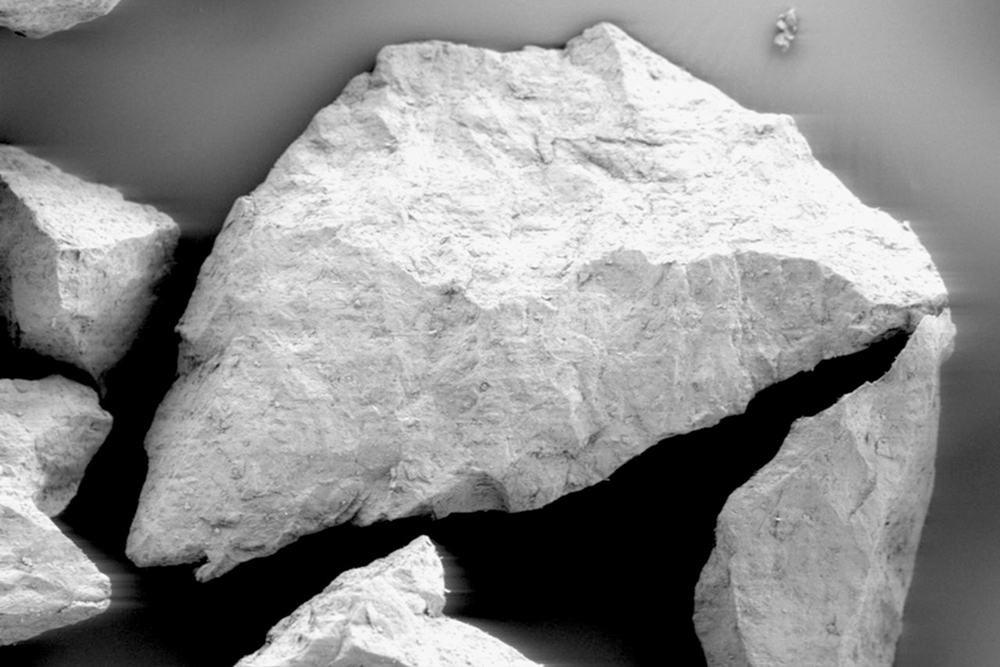
| WSC | WC-W2C | 2.360HV0.1 | Tiefbohrwerkzeuge, Bohrgestänge, Brecher, Mischer, Beton- und Steinsägen, Transportschnecken, Extrudergehäuse | Panzerung von Oberflächen, die extrem hohen mechanischen Beanspruchungen, bestehend aus Abrasion und Reibung, unterliegen |
| SWSC | WC-W2C | 3.000HV0.1 | Tiefbohrwerkzeuge, Bohrgestänge, Brecher, Mischer, Beton- und Steinsägen, Transportschnecken, Extrudergehäuse | Panzerung von Oberflächen, die extrem hohen mechanischen Beanspruchungen, bestehend aus Abrasion und Reibung, unterliegen |
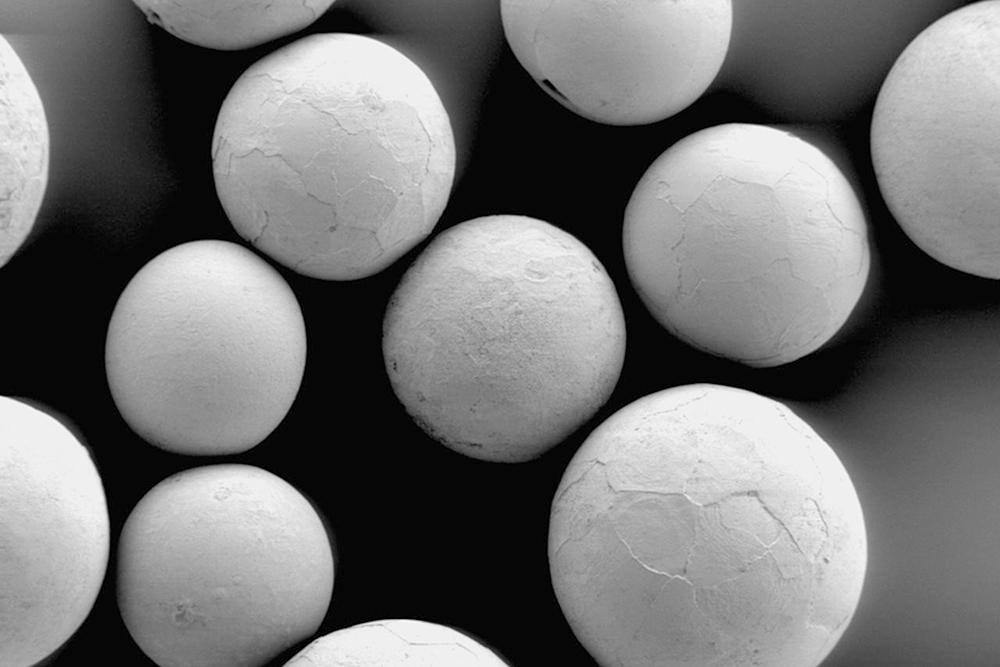
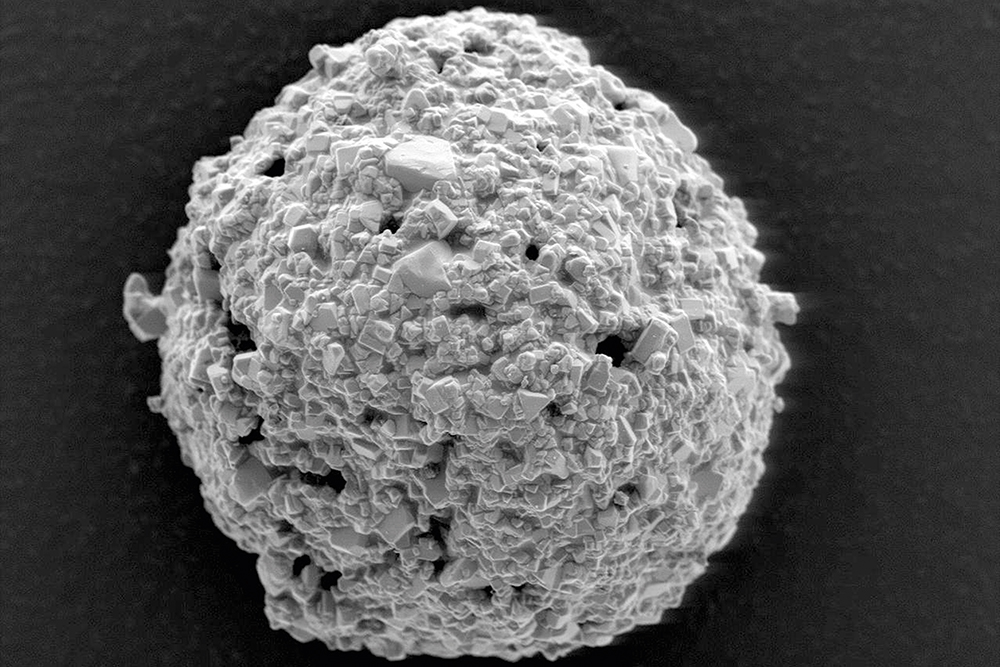
| RF 13 | WC-Co 94/6 | 1.950-2.050HV0.1 | Rock-Bits, spezielle Werkzeuge für das Tiefbohren | WC-Co-Legierung mit feinem WC Sehr gute Abrasions- und Korrosionsbeständigkeit |
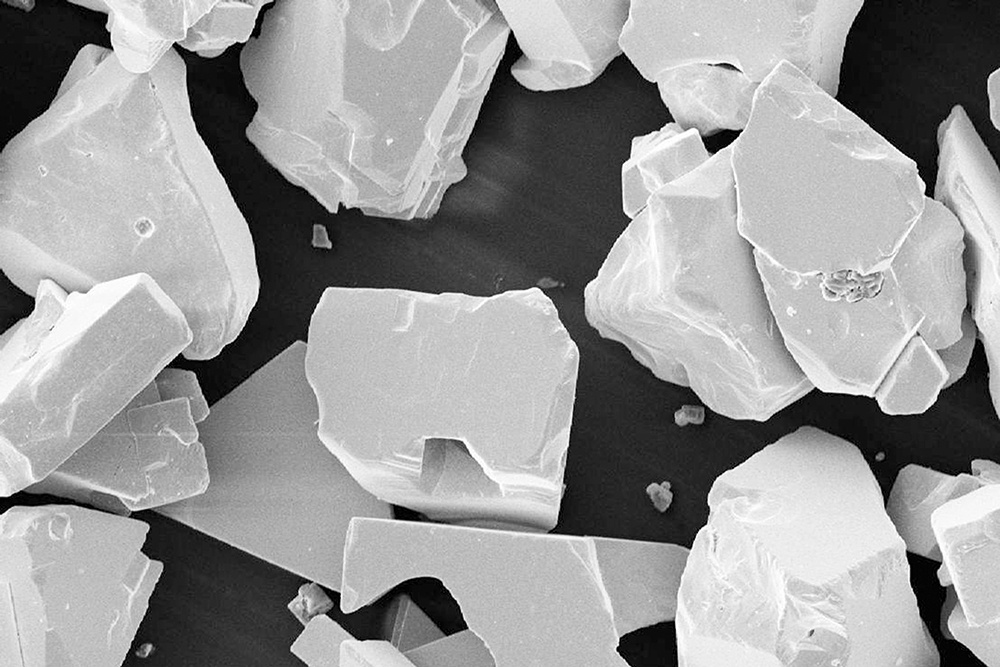
| MCWC | Monokristallines Wolframkarbid mit 6,12 % C-Gehalt | 1.600HV0.1 | PTA-Beschichtungen auf Verschleißteilen | Gute Verschleißbeständigkeit Gute thermische Stabilität Geringere Härte als bei WSC/SWSC |
| WC IV | Gebrochenes Wolframkarbid mit 6-10 % Co-Gehalt | 1.500-1.800HV0.1 | Bergbau, Tiefbohrtechnik, Tool Joints in der Ölindustrie | Hoher Verschleißwiderstand Besonders geeignet für Schneidwerkzeug |
- Informationsmaterial anfordern
Hinweis: Das Pflichtfeld ist gekennzeichnet. Alle weiteren Felder sind freiwillige Angaben. Ihre Daten werden nur streng zweckgebunden zur Bearbeitung und Beantwortung Ihrer Anfrage elektronisch erhoben und gespeichert. Informationen zu der Datenverarbeitung finden Sie hier: Datenschutz.